-
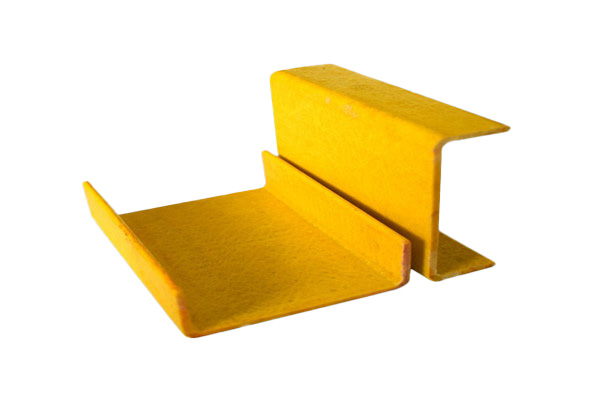
FRP C Channel
-
FRP C Channel
-
FRP C Channel
-
FRP C Channel
Fiberglass Pultruded C Channel Profiles are fiberglass reinforced plastic products of constant cross section that are continuously formed by high temperature heating with reinforcing materials: glass fiber roving, continuous mats, stitched mats, surface mats, and other matrix materials such as unsaturated polyester resins and polyurethane.
Product performance introduction
 |
 |
 |
 |
 |
 |
 |
 |
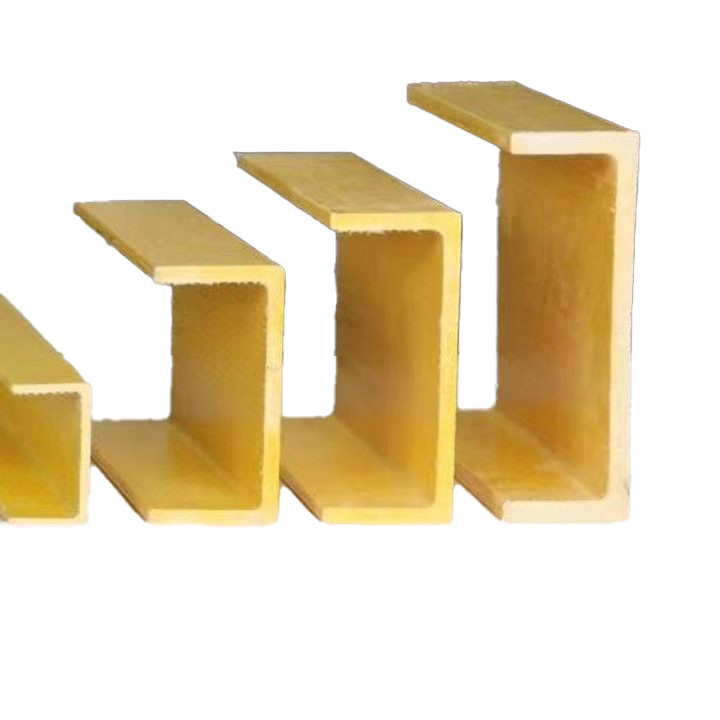
FRP C Channel Specification:
| View | Size A*B*C(MM) | Weight(G/M) |
 |
65*46*4 | 1648 |
| 90*50*4 | 2112 | |
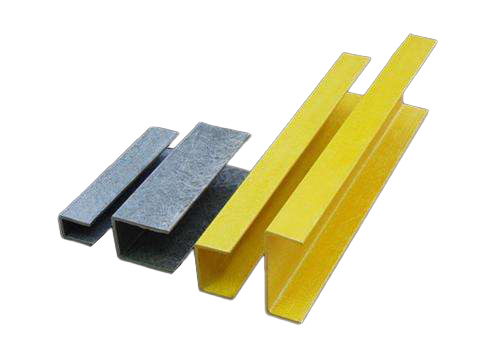
| 41*29*3.5(double C) | 882 | |
| 60*50*4 (double C) | 1632 | |
| 100*38*3.5 | 1150 | |
| 75*15*5 | 920 |
The features of fiberglass pultruded profiles are as follows:
1, Excellent corrosion resistance and weather resistance, in many structural applications where wood would be subject to rot and metal to rust the pultruded products can last indefinitely, with little or no maintenance.
2, Light weight with high strength,the profiles will weigh 25% of the weight of the steel and 77% of aluminium.
3, Low temperature capabilities, the pultruded products have very low thermal conductive properties and in high or low temperatures do not expand or contract like metals.
4, Easy to work, pultruded materials are easily worked using traditional carpentry tools with carbon or diamond blades. The fiberglass materials are lightweight, and consequently easy to mount and install.
Application of the product
FRP C Channel
Series :
Main Products >application
Supporting structures, Platforms, Roof, Stairways, Walkways, Sewage Plants, Bridges.
Brand name :
TFcomposite
Product name :
FRP C Channel
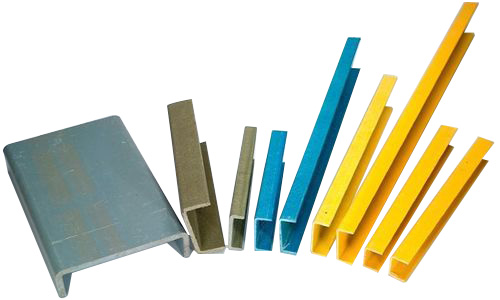
Color :
Customized Color


FAQ
Q :
Will the maintenance cost be high?
A :
Pultruded materials have a longer life expectancy than other materials and require only minimal maintenance. No further painting is necessary due to the direct addition of pigments into the resin.
Q :
What is the pultrusion manufacturing process?
A :
Pultrusion is a manufacturing process for producing continuous lengths of FRP structural shapes. Raw materials include a liquid resin mixture (containing resin, fillers and specialized additives) and reinforcing fibers. The process involves pulling these raw materials (rather than pushing as is the case in extrusion) through a heated steel forming die using a continuous pulling device. The reinforcement materials are in continuous forms such as rolls of fiberglass mat or doffs of fiberglass roving. As the reinforcements are saturated with the resin mixture (“wet-out”) in the resin impregnator and pulled through the die, the gelation (or hardening) of the resin is initiated by the heat from the die and a rigid, cured profile is formed that corresponds to the shape of the die.
Other related products
-
Thermal Resistant Glass Rods for High-Temperature Applications

-

Clear Glass Rods for Optical Instruments and Scientific Equipment
-
Durable and Lightweight Glass Rods for Sporting Equipment
-

High-Strength Glass Fiber Reinforced Rods for Industrial Applications
-
Premium Solid Glass Rods for Decorative and Functional Applications
-

Customizable Clear Glass Rods for DIY Crafts and Projects
-

High-Quality Borosilicate Glass Rods for Laboratory Use
-

How Fiberglass Rods Revolutionize Fishing Equipment: Lightweight, Durable, and Corrosion-Resistant Designs for Enthusiasts and Professionals Alike in Outdoor Activities