تم إصدار أول براءة اختراع لـ pultrusion في عام 1951 ، وقد زاد توافر وتنوع واستخدام أعضاء هيكلية من البوليمر المقوى بالألياف (FRP) في البناء الجديد ، وكذلك في إعادة تأهيل وتقوية الهياكل القائمة ، بمعدل ملحوظ خلال العامين الماضيين عقود. من المتوقع أن يستمر هذا الاتجاه مع المتطلبات المتزايدة للوزن الخفيف والصلابة العالية و / أو القوة العالية والمواد غير القابلة للتآكل.

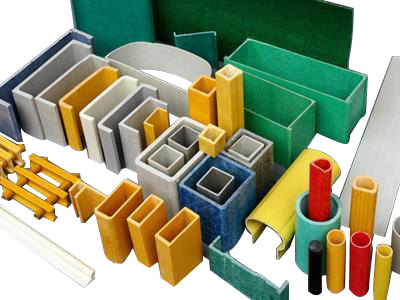
Pultrusion هي عملية التصنيع التي تخلق أطوالًا متواصلة لمركبات البلاستيك المقوى بالألياف الزجاجية (FRP) مع مقاطع عرضية ثابتة. تخلق طريقة التصنيع هذه تشكيلات FRP ذات مقطع عرضي متسقة تشبه إلى حد كبير مقاطع الصلب المستخدمة عادةً في البناء. إنه مشابه للبثق ، لكن هذه العملية تسحب الألياف المقواة من خلال القالب.

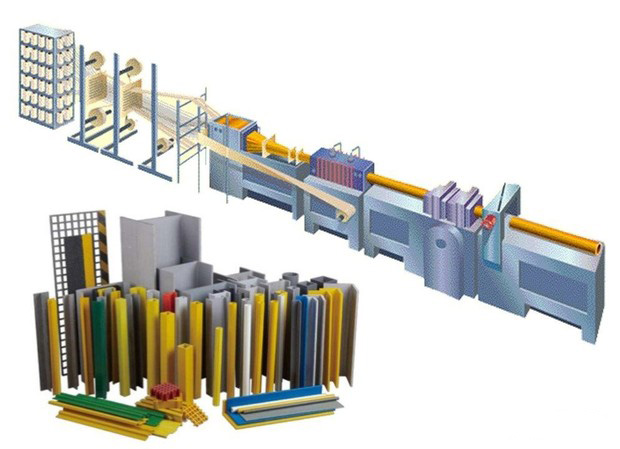
عملية بولتروسيون
pultrusion وهو أفضل طريقة للكميات الكبيرة والإنتاج السريع ومتطلبات التصنيع المستمر. إنه خيار شائع لفعاليته من حيث التكلفة ، وكفاءة الطاقة ، والقدرة على تحمل التكاليف ، والملاءمة البيئية ، والحد الأدنى من توليد النفايات.
تتكون عملية تصنيع pultrusion من الخطوات الأربع التالية:
تغذية تقوية الألياف في الدليل
عادة ما تكون هذه المواد إما حصائر حبلا متواصلة أو لفات من خيوط (تُعرف أيضًا باسم المتجول). الخطوة الأولى من هذه العملية هي تغذية هذه المواد الخام في دليل التشكيل. يجب أن يتم ذلك بعناية شديدة ، حيث يمكن أن يكون لعدم الدقة تأثير سلبي على الملف الشخصي النهائي. يوجد عدد كبير من مدخلات الألياف التي تجتمع معًا لإنشاء الجزء. تشكل أسطوانة الشد داخل الدليل المواد.
ضخ الراتنج
الزجاج يقابل الآن بمزيج من الراتينج. سوف ينقع الراتنج ويتخلل المنتج غير المكتمل. قد تستخدم مرحلة التشريب هذه أنواعًا مختلفة من الراتينج ، ويمكن أيضًا إضافة أصباغ لإضافة اللون وتحسين مظهر المنتج في هذه المرحلة. المحفزات التي ستساعد في معالجة الملف التعريفي أو ترسيخه تجد طريقها أيضًا إلى المزيج. هذه الخطوة مهمة في حماية المنتج النهائي من التآكل والأشعة فوق البنفسجية وقضايا التأثير الأخرى.
يموت ساخنة
بعد المرور في الحمام المبلل ، تمر الألياف المقواة عبر قالب ساخن. هذه هي الخطوة التي تبدأ فيها الألياف بالتصلب إلى شكلها النهائي ، حيث تبدأ الحرارة عملية الربط المتقاطع داخل التعزيزات المشبعة. تعتبر درجة الحرارة أحد الاعتبارات الرئيسية خلال هذه الخطوة. يمكن أن تؤدي درجة الحرارة المنخفضة إلى تشكيل جانبي ضعيف للمركب ، في حين أن درجة الحرارة المرتفعة جدًا يمكن أن تتسبب في تكسر المركب.
الانفصال عن الموت
بالقرب من نهاية عملية التسخين ، ستصبح درجة حرارة الراتنج أعلى من درجة حرارة القالب. هذا يبدأ عملية الانفصال. الخطوة الأخيرة من العملية هي عندما يلتقي ملف التعريف بمنشار القطع ، حيث يتم قطعه إلى أطوال مناسبة. هذا يكمل عملية pultrusion ويكون البوليمر المقوى بالألياف الزجاجية النهائي هو النتيجة النهائية.
اتصل بنا للحصول على اقتباس لمحات FRP من TFcomposite.