-
Vakuum/RTM-Harz
-

Vakuum/RTM-Harz
-

Vakuum/RTM-Harz
-

Vakuum/RTM-Harz
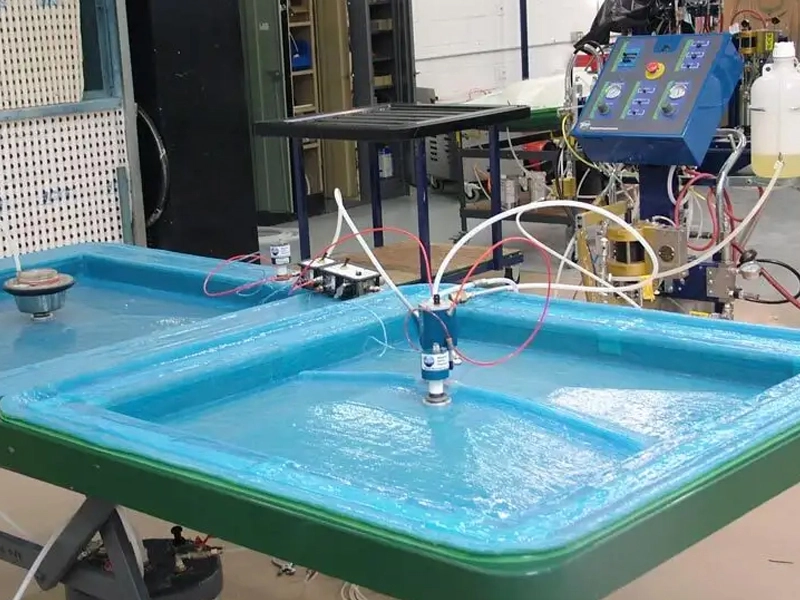
Beim geschlossenen Formen härten die Rohstoffe (Fasern und Harz) in einer zweiseitigen Form oder in einem Vakuumbeutel (von der Luft abgesperrt) aus.
Einführung zur Produktleistung
Vakuum/RTM-Harz
Serie :
Ungesättigtes Polyesterharz >Anwendung
Luft- und Raumfahrt, Automobilindustrie, Windenergie, Schifffahrt, Infrastruktur, Sport und Freizeit
Markenname :
Vakuum/RTM-Harz


Anfrage
FAQ
Q :
Warum uns wählen?
A :
Professioneller Service und wettbewerbsfähige Preise.
Andere verwandte Produkte
-

Standard Steel Grating
Steel grating is a vital component in many industrial and commercial applications, offering strength, durability, and versatile design options. Standard steel grating refers to the most common form...

-

Aluminum Grating
Introduction Aluminum grating is a lightweight yet durable solution designed for various industrial, commercial, and architectural applications. Known for its excellent corrosion resistance, ease ...
-

Louver Steel Grating
Louver steel grating is a specialized type of grating designed to provide both ventilation and visibility while maintaining privacy and protection. It consists of a series of parallel bearing bars ...
-

Dense Welded Steel Grating
Introduction Dense welded steel grating is a high-strength, durable grating option designed with closely spaced bearing bars. This type of grating is particularly suitable for applications requiri...
-

Steel Grating Accessories
Introduction Steel grating accessories play a crucial role in the installation, stability, and longevity of steel grating systems. These accessories are designed to provide secure fastening, prope...
-

Painted Steel Bar Grating
Introduction Painted steel bar grating is a versatile and durable flooring and structural solution commonly used in industrial, commercial, and architectural applications. Steel bar grating is typ...
-

Genietete Gitter
Introduction Riveted grating is a specialized form of steel grating characterized by its exceptional strength and durability. Unlike welded or press-locked grating, riveted grating is constructed ...
-

Serrated Press-Locked Steel Grating
Introduction Serrated press-locked steel grating is a specialized type of steel grating characterized by its serrated bearing bars and press-locked construction. The serrated design provides super...