-
Résine sous vide/RTM
-

Résine sous vide/RTM
-

Résine sous vide/RTM
-

Résine sous vide/RTM
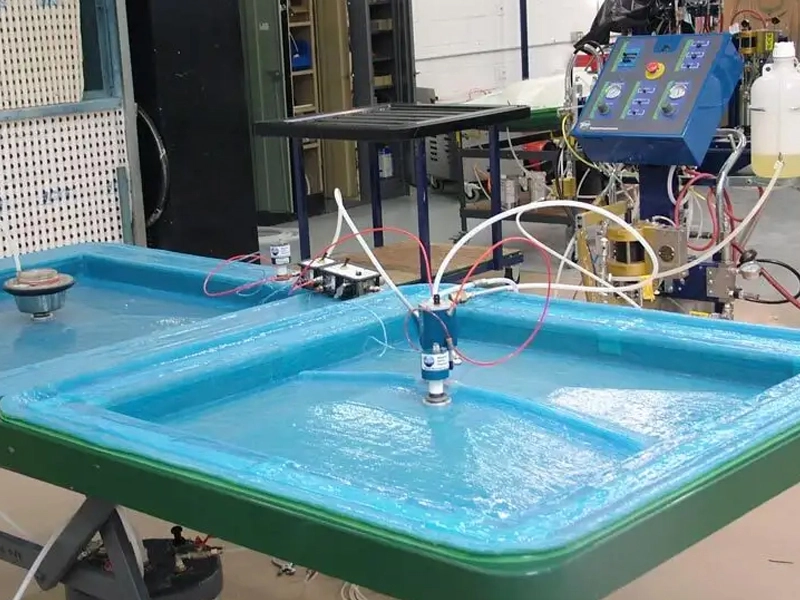
En moulage fermé, les matières premières (fibres et résine) durcissent à l'intérieur d'un moule double face ou dans un sac sous vide (à l'abri de l'air).
Présentation des performances du produit
Résine sous vide/RTM
Série :
Résine Polyester Insaturée >application
Aérospatiale, automobile, énergie éolienne, marine, infrastructures, sports et loisirs
Marque :
Résine sous vide/RTM


demande
FAQ
Q :
Pourquoi nous choisir?
UN :
Service professionnel et prix compétitifs.
Autres produits connexes
-
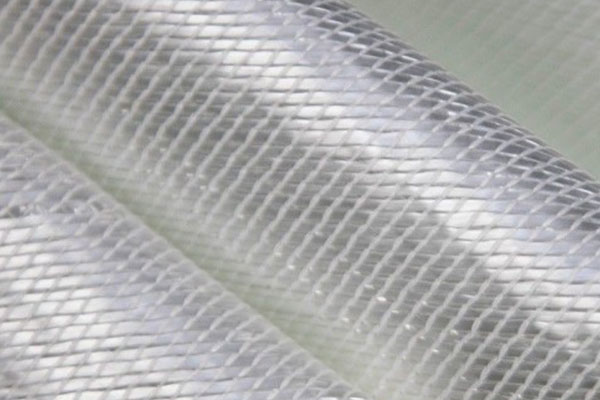
Glass Fiber Stitched Fabric
The stitching process not only holds the fibers together but also helps to distribute stresses more evenly across the fabric. As a result, stitched glass fiber fabrics offer superior mechanical pro...

-
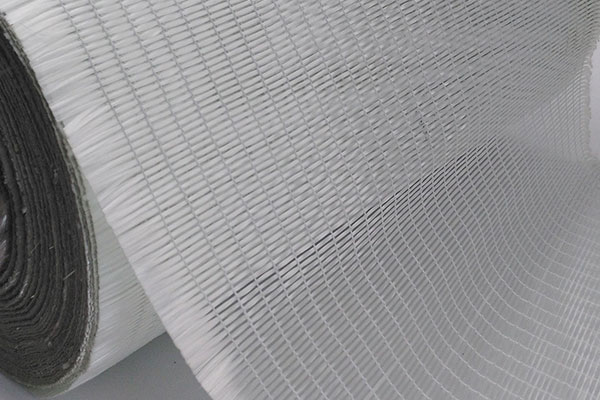
Glass Fiber Unidirectional Fabric
Unidirectional glass fiber fabric is most commonly used in applications requiring high tensile strength and low weight, such as aerospace, automotive, marine, and sports equipment industries. Its p...
-

Fiberglass Tape
Fiberglass fabric is typically a woven textile composed of continuous filaments of glass fiber, which gives it remarkable strength and flexibility. It is available in different weave patterns (plai...
-
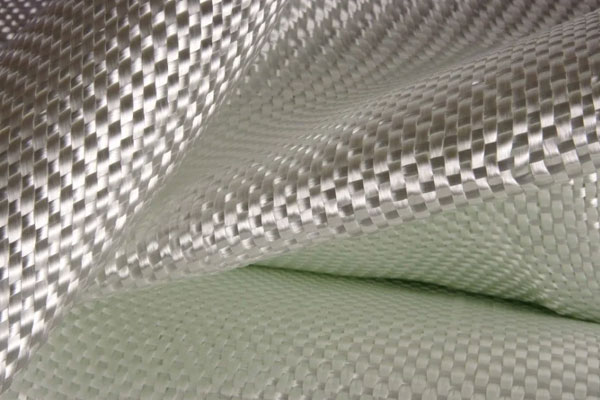
Glass Fiber Cloth
Glass fiber fabric is widely used in composite manufacturing, including in applications such as aerospace, automotive, marine, industrial, construction, and electrical insulation. It is known for i...
-

Glass Fiber Composite Mat
The glass fiber composite mat provides improved strength, durability, and flexibility in comparison to traditional chopped strand mats (CSM) or woven roving mats. It is engineered to meet the ne...
-
Glass Fiber Stitched Mat (Stitched Fiber Mat / Stitched Glass Fiber Mat)
This mat is binder-free, allowing for more efficient resin absorption, and faster and more uniform wet-out during molding processes. The use of stitching yarn also provides a more stable and dur...
-
Glass Fiber Stitched Felt (Stitched Mat / Stitched Nonwoven Felt)
The felt consists of randomly distributed fibers that are stitched in a grid-like pattern, which creates a more stable mat with increased dimensional integrity during molding and curing processes. ...
-
Glass Fiber Knitted Felt (Stitched Felt / Glass Fiber Nonwoven Mat)
Knitted felt is composed of short-length E-glass fibers (usually 50 mm or 100 mm) arranged in a random orientation and knitted in a lightweight, open-loop structure, providing uniform fiber distrib...