-

Résine de superposition à la main
-
Résine de superposition à la main
-

Résine de superposition à la main
-

Résine de superposition à la main
-

Résine de superposition à la main
La résine de stratification manuelle est un type de résine couramment utilisé dans la fabrication de matériaux composites, tels que la fibre de verre. Il s’agit d’un matériau polyvalent et économique qui peut être facilement appliqué à la main, ce qui le rend idéal pour les travaux de production ou de réparation à petite échelle.
Présentation des performances du produit
La résine de stratification manuelle se compose généralement d'un composant de résine liquide et d'un composant durcisseur qui, lorsqu'ils sont mélangés, subissent une réaction chimique qui fait durcir et durcir la résine. Ce processus est connu sous le nom de polymérisation et permet d’obtenir un matériau solide et durable, résistant à la corrosion, à la chaleur et aux produits chimiques.
La résine appliquée à la main peut être utilisée pour créer une large gamme de produits, notamment des coques de bateaux, des pièces automobiles, des composants aérospatiaux et même des objets de décoration. Il est souvent appliqué sur un moule ou un substrat à l'aide d'un pinceau, d'un rouleau ou d'un pistolet pulvérisateur, et peut être renforcé avec de la fibre de verre, de la fibre de carbone ou d'autres matériaux pour améliorer sa résistance et sa rigidité.
Dans l’ensemble, la résine déposée à la main est un matériau polyvalent et fiable qui est largement utilisé dans l’industrie manufacturière pour sa facilité d’utilisation, sa durabilité et sa rentabilité. Que vous soyez un amateur cherchant à créer des pièces personnalisées ou un fabricant professionnel ayant besoin d'un matériau de production fiable, la résine superposée à la main est un excellent choix pour un large éventail d'applications.
| Modèle | Taper | 25 ℃ pa.s Viscosité |
Min. Temps de gel |
Non volatile | MPa Traction Force |
Élongation | MPa Flexion Force |
HDT ℃ | Application et remarques |
| DC191 | CC | 0.20-0.45 | 6.0-12.0 | 68-74 | 58 | 2.9 | 93 | 85 | Produits généraux FRP et petits tuyaux |
| 191 | Pennsylvanie | 0.25-0.45 | 9.0-17.0 | 61-70 | 60 | 3.5 | 112 | 70 | Résine hautement applicable pour les produits généraux FRP |
| 191P | Pennsylvanie | 0.25~0.45 | 14.0-20.0 | 61-67 | 70 | 3.5 | 112 | 68 | GP, résine accélérée pour les produits FRP normaux |
| 123TP | DCPD | 0.25-0.45 | 10.0-32.0 | 69-75 | 50 | 2 | 90 | 85 | Avec cire, accéléré et thixotrope pour produits FRP normaux |
| 123 | Pennsylvanie | 0.35-0.45 | 15.0-60.0 | 55-64 | 62 | 2 | 120 | 65 | Résine universelle accélérée et thixotrope pour pose manuelle et pulvérisation de FRP |
| 189 | Pennsylvanie | 0.25-0.45 | 10.5-21.5 | 59-65 | 65 | 4 | 298 | 57 | Résine de construction de bateaux |
| 189TP | Pennsylvanie | 0.45-0.55 | 10.5-21.5 | 59-65 | 65 | 4 | 115 | 57 | Résine thixotrope accélérée pour la construction navale |
| 196 | Pennsylvanie | 0.25-0.45 | 9.0-17.0 | 61-67 | 60 | 1.8 | 325 | 66 | Récipients, tuyaux et autres produits FRP de qualité alimentaire |
| 390 | Pennsylvanie | 0.15-0.22 | 8.0-20.0 | 58-62 | 42 | 2.4 | 75 | 61.2 | Spécialement adapté pour renforcer l'acrylique et les baignoires. |
| 1045MT | Pennsylvanie | 0.30-0.50 | 15.0-45.0 | 57-63 | 62 | 2 | 120 | 65 | Résine thixotrope accélérée pour mannequins et produits FRP normaux |
| 199 | ISPA | 0.35-0.65 | 10.0-16.0 | 56-64 | 55 | 1.8 | 90 | 120 | Résiste à 120 ℃, adapté au FRP nécessite une propriété résistante à la chaleur |
| 199X | Pennsylvanie | 0.35-0.65 | 13.0-19.0 | 56-62 | 60 | 2 | 90 | 115 | Résiste à 115 ℃, adapté au FRP nécessite une propriété résistante à la chaleur |
| 3301 | ABPA | 0.35-0.58 | 5.8-10.7 | 56-62 | 55 | 2 | 105 | 100 | Résiste à 115 ℃, adapté au FRP nécessite une propriété résistante à la chaleur |
| 197 | ABPA | 0.40-0.50 | 10.0-25.0 | 47-53 | 60 | 2 | 90 | 115 | Type CEE, excellente résistance à la corrosion |
Voici quelques points clés concernant l’application des résines de stratification manuelle :
-
Préparation de la résine :
- La résine et les durcisseurs ou additifs nécessaires doivent être soigneusement mélangés conformément aux instructions du fabricant. Cela garantit un durcissement et des performances appropriés de la résine.
- La viscosité de la résine devra peut-être être ajustée en ajoutant des solvants ou des diluants pour obtenir la consistance d'application souhaitée.
- Un équipement de sécurité approprié, tel que des gants et des respirateurs, doit être utilisé lors de la manipulation de la résine.
-
Préparation du moule :
- La surface du moule doit être propre, sèche et correctement préparée avec un agent de démoulage pour faciliter le retrait des pièces après durcissement.
- Tous les matériaux de renforcement, tels que la fibre de verre ou la fibre de carbone, doivent être soigneusement positionnés et fixés dans le moule.
-
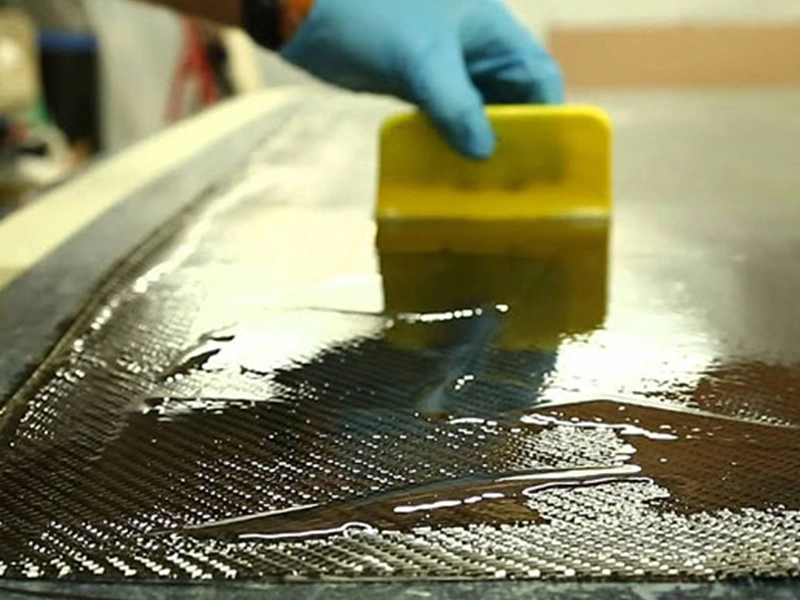
Application de résine :
- La résine est généralement appliquée sur les matériaux de renforcement à l'aide d'un pinceau, d'un rouleau ou d'une spatule. Cela garantit une couverture et une imprégnation uniformes des fibres.
- La résine doit être appliquée en couches fines et uniformes, permettant à chaque couche de durcir partiellement avant d'appliquer la suivante.
- Des précautions doivent être prises pour éviter l'emprisonnement d'air et assurer un mouillage complet des matériaux de renforcement.
-
Guérison :
- Le processus de durcissement doit être effectué conformément aux recommandations du fabricant de résine, qui peuvent inclure des conditions spécifiques de température et d'humidité.
- Une ventilation adéquate doit être assurée pendant le processus de durcissement pour permettre la libération de tout composé organique volatil (COV).
- La pièce durcie doit être inspectée pour déceler tout défaut, tel que des vides, des délaminages ou des irrégularités de surface, avant de procéder à un traitement ou à une utilisation ultérieure.
-
Post-durcissement :
- Certaines résines de stratification manuelle peuvent nécessiter une étape de post-durcissement pour développer pleinement leurs propriétés mécaniques et chimiques.
- Le post-durcissement est généralement effectué en exposant la pièce durcie à des températures élevées pendant une durée spécifique, comme recommandé par le fabricant de résine.
-
Nettoyage et élimination :
- Toute résine inutilisée et les matériaux associés doivent être correctement éliminés conformément aux réglementations environnementales locales.
- Le nettoyage des outils et de l'équipement doit être effectué à l'aide des solvants ou nettoyants appropriés recommandés par le fabricant de résine.
Une application et un durcissement appropriés des résines de stratification manuelle sont cruciaux pour garantir la qualité et les performances de la pièce composite finale. Suivre les instructions du fabricant de résine et maintenir de bonnes pratiques de sécurité sont essentiels pour réussir les projets de superposition des mains.
Voici quelques questions fréquemment posées (FAQ) sur les résines de stratification manuelle :
-
Quels sont les types de résines couramment utilisés dans le laminage manuel ?
- Les résines les plus couramment utilisées dans le stratification manuelle sont les résines thermodurcies, telles que le polyester, l'ester vinylique et l'époxy. Ces résines offrent les propriétés mécaniques, la résistance chimique et la facilité d'application nécessaires aux composites posés à la main.
-
Quelles sont les propriétés clés des résines de stratification manuelle ?
- Viscosité : La résine doit avoir une viscosité appropriée qui permet une imprégnation et un mouillage faciles des fibres de renforcement pendant le processus de stratification manuelle.
- Caractéristiques de durcissement : La résine doit avoir un temps de durcissement qui fournit suffisamment de temps de travail pour le processus de stratification manuelle, tout en durcissant à un rythme raisonnable pour permettre une production efficace.
- Propriétés mécaniques : La résine durcie doit fournir la résistance à la traction, à la flexion et à la compression nécessaire pour répondre aux exigences de l'application.
- Résistance chimique : La résine doit être résistante aux produits chimiques, aux solvants et aux conditions environnementales auxquelles la pièce composite sera exposée.
- Facilité d'utilisation : La résine doit être facile à mélanger, à appliquer et à travailler pendant le processus de pose manuelle.
-
En quoi les résines de stratification manuelle diffèrent-elles des autres résines composites ?
- Les résines de stratification manuelle ont généralement une viscosité plus élevée que les résines utilisées dans des processus tels que l'infusion ou la pultrusion. Cette viscosité plus élevée aide la résine à rester en place sur les fibres de renfort pendant le processus de stratification manuel.
- Les résines déposées à la main ont souvent un temps de travail plus long et des caractéristiques de durcissement plus lentes pour laisser au fabricant suffisamment de temps pour positionner et imprégner correctement les matériaux de renforcement.
-
Quels sont les matériaux de renforcement couramment utilisés avec les résines de stratification manuelle ?
- Les matériaux de renforcement les plus couramment utilisés dans le drapage manuel sont les tissus tissés et non tissés, tels que la fibre de verre, la fibre de carbone et la fibre aramide. Ces renforts apportent la solidité et la rigidité nécessaires aux pièces composites.
-
Comment les résines de stratification manuelle sont-elles formulées et personnalisées ?
- Les formulations de résines déposées à la main sont développées par les fabricants de résines pour répondre aux exigences spécifiques de l'application, telles que les propriétés mécaniques, la résistance chimique et les caractéristiques de traitement.
- Des additifs, tels que des charges, des agents thixotropes et des stabilisants UV, peuvent être incorporés à la formulation de résine pour améliorer des propriétés spécifiques ou des caractéristiques de traitement.
- La personnalisation de la formulation de la résine peut être effectuée pour optimiser la viscosité, le comportement de durcissement et d'autres propriétés pour le processus spécifique de stratification manuelle et les exigences des pièces.
-
Quelles sont les principales considérations lors du choix d’une résine de stratification manuelle ?
- Viscosité : La résine doit avoir une viscosité permettant une imprégnation facile des fibres de renfort pendant le processus de stratification manuelle.
- Caractéristiques de durcissement : La résine doit avoir un temps de travail et un taux de durcissement suffisants pour permettre au fabricant de poser correctement le composite.
- Propriétés mécaniques : La résine durcie doit répondre aux exigences de résistance et de rigidité de l’application.
- Résistance chimique : La résine doit être résistante aux produits chimiques, aux solvants et aux conditions environnementales auxquelles la pièce composite sera exposée.
- Facilité d'utilisation : La résine doit être facile à mélanger, à appliquer et à travailler pendant le processus de pose manuelle.
Résine de superposition à la main
Série :
Résine Polyester Insaturée >application
Le drapage manuel est la méthode de moulage ouvert la plus courante et la moins coûteuse car elle nécessite le moins d'équipement.
Marque :
Résine de superposition à la main


FAQ
Q :
Vendez-vous de la fibre de verre et de la résine ?
UN :
Oui!
Autres produits connexes
-
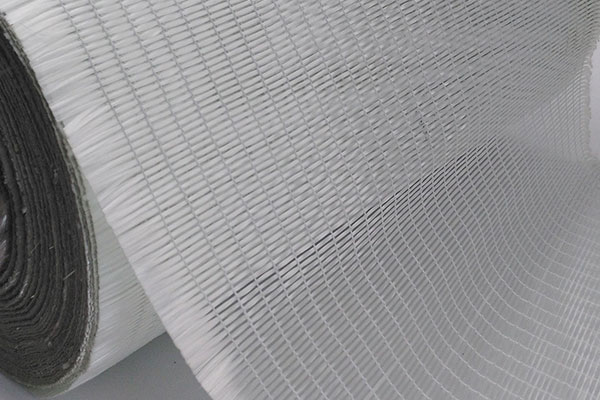
Glass Fiber Stitched Fabric
The stitching process not only holds the fibers together but also helps to distribute stresses more evenly across the fabric. As a result, stitched glass fiber fabrics offer superior mechanical pro...

-
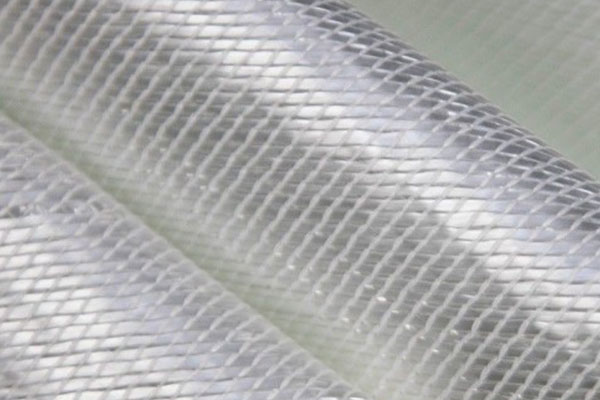
Glass Fiber Unidirectional Fabric
Unidirectional glass fiber fabric is most commonly used in applications requiring high tensile strength and low weight, such as aerospace, automotive, marine, and sports equipment industries. Its p...
-

Fiberglass Tape
Fiberglass fabric is typically a woven textile composed of continuous filaments of glass fiber, which gives it remarkable strength and flexibility. It is available in different weave patterns (plai...
-
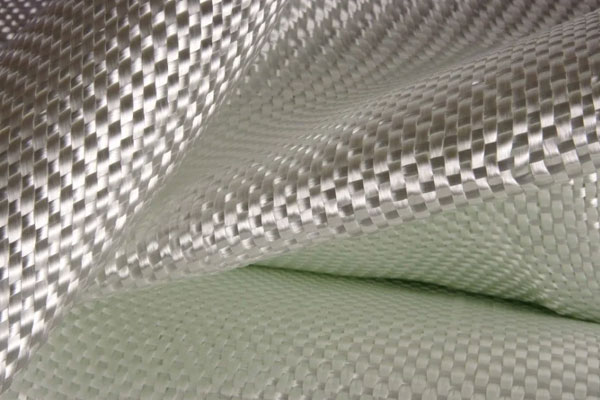
Glass Fiber Cloth
Glass fiber fabric is widely used in composite manufacturing, including in applications such as aerospace, automotive, marine, industrial, construction, and electrical insulation. It is known for i...
-

Glass Fiber Composite Mat
The glass fiber composite mat provides improved strength, durability, and flexibility in comparison to traditional chopped strand mats (CSM) or woven roving mats. It is engineered to meet the ne...
-
Glass Fiber Stitched Mat (Stitched Fiber Mat / Stitched Glass Fiber Mat)
This mat is binder-free, allowing for more efficient resin absorption, and faster and more uniform wet-out during molding processes. The use of stitching yarn also provides a more stable and dur...
-
Glass Fiber Stitched Felt (Stitched Mat / Stitched Nonwoven Felt)
The felt consists of randomly distributed fibers that are stitched in a grid-like pattern, which creates a more stable mat with increased dimensional integrity during molding and curing processes. ...
-
Glass Fiber Knitted Felt (Stitched Felt / Glass Fiber Nonwoven Mat)
Knitted felt is composed of short-length E-glass fibers (usually 50 mm or 100 mm) arranged in a random orientation and knitted in a lightweight, open-loop structure, providing uniform fiber distrib...