-
Resin Vakum/RTM
-

Resin Vakum/RTM
-

Resin Vakum/RTM
-

Resin Vakum/RTM
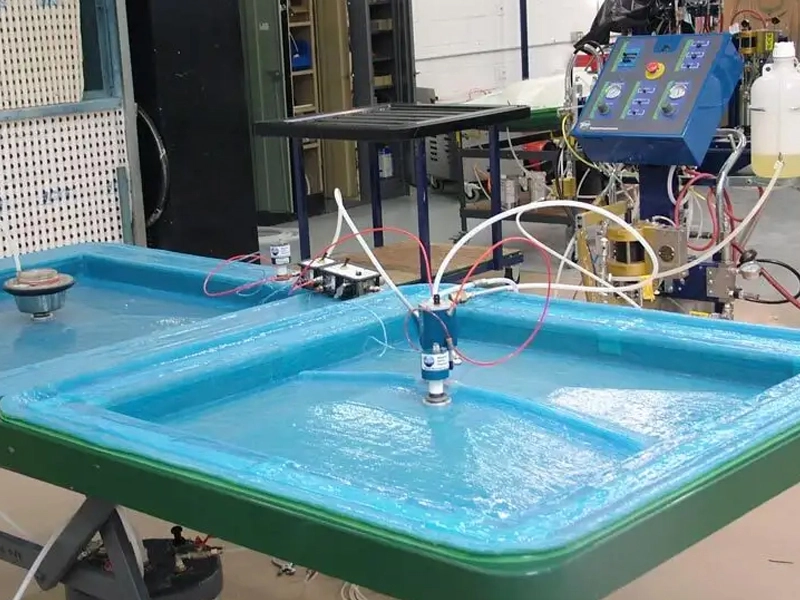
Dalam cetakan tertutup, bahan mentah (serat dan resin) dikeringkan di dalam cetakan dua sisi atau di dalam kantong vakum (tertutup dari udara).
Pengenalan kinerja produk
Resin Vakum/RTM
Seri :
Resin Poliester Tak Jenuh >aplikasi
Dirgantara, Otomotif, Energi Angin, Kelautan, Infrastruktur, Olahraga dan Rekreasi
Nama merk :
Resin Vakum/RTM


pertanyaan
Pertanyaan Umum
Q :
Mengapa memilih kami?
A :
Pelayanan profesional dan harga bersaing.
Produk terkait lainnya
-

PE Powder
Depending on the molecular structure and density, PE powder is commonly classified as: Low-Density Polyethylene (LDPE) Powder Linear Low-Density Polyethylene (LLDPE) Powder Hig...

-
Glass Fiber Powder
Glass Fiber Powder is a finely milled form of E-glass fibers, engineered to enhance the mechanical and thermal properties of various composite materials. Its unique characteristics make it a valua...
-
BPO granules
1. Chemical Identity Chemical Name: Benzoyl Peroxide CAS Number: 94-36-0 Molecular Formula: C₁₄H₁₀O₄ Molecular Weight: 242.23 g/mol Synonyms: Dibenzoyl Peroxide, BP...
-

BPO powder
2. Chemical Identity Chemical Name: Benzoyl Peroxide CAS Number: 94-36-0 Molecular Formula: C₁₄H₁₀O₄ Molecular Weight: 242.23 g/mol Synonyms: Dibenzoyl Peroxide, ...
-

Glass fiber auxiliary material BPO paste
Its paste form—BPO suspended in a plasticizer or carrier such as phthalate or dicyclopentadiene (DCPD)—makes it easier to handle, safer, and more compatible with various production environments, es...
-

Bisphenol A Epoxy Resin
These epoxy resins are primarily used for high-performance coatings, electrical insulation, fiber-reinforced composites, casting materials, adhesives, and encapsulation compounds. 2. Chemical...
-
Paraphthalic Unsaturated Polyester Resin (P-UPR)
This document will explore the properties, advantages, applications, processing methods, and provide a comprehensive Technical Data Sheet (TDS). Designed to meet the demands of industries such as c...
-
Isophthalic Unsaturated Polyester Resin
Isophthalic Unsaturated Polyester Resin (commonly abbreviated as isophthalic UPR) is a high-performance thermosetting resin widely used in the production of fiberglass reinforced plastics (FRP). Kn...