-

Resina per stratificazione manuale
-
Resina per stratificazione manuale
-

Resina per stratificazione manuale
-

Resina per stratificazione manuale
-

Resina per stratificazione manuale
La resina per laminazione manuale è un tipo di resina comunemente utilizzata nella produzione di materiali compositi, come la fibra di vetro. È un materiale versatile ed economico che può essere facilmente applicato a mano, rendendolo ideale per la produzione su piccola scala o per lavori di riparazione.
Introduzione alle prestazioni del prodotto
La resina per laminazione manuale è generalmente costituita da un componente di resina liquida e un componente indurente che, una volta miscelati insieme, subiscono una reazione chimica che fa polimerizzare e indurire la resina. Questo processo è noto come polimerizzazione e si traduce in un materiale forte e durevole, resistente alla corrosione, al calore e agli agenti chimici.
La resina per stratificazione manuale può essere utilizzata per creare un'ampia gamma di prodotti, tra cui scafi di barche, parti automobilistiche, componenti aerospaziali e persino oggetti decorativi. Viene spesso applicato su uno stampo o su un substrato utilizzando un pennello, un rullo o una pistola a spruzzo e può essere rinforzato con fibra di vetro, fibra di carbonio o altri materiali per migliorarne la resistenza e la rigidità.
Nel complesso, la resina per laminazione manuale è un materiale versatile e affidabile ampiamente utilizzato nell'industria manifatturiera per la sua facilità d'uso, durata e convenienza. Che tu sia un hobbista che desidera creare parti personalizzate o un produttore professionale che necessita di un materiale di produzione affidabile, la resina per laminazione manuale è un'ottima scelta per un'ampia gamma di applicazioni.
| Modello | Tipo | 25 ℃ pa.s Viscosità |
minimo Tempo di gel |
Non volatile | MPa Trazione Forza |
Allungamento | MPa Flessione Forza |
HDT℃ | Applicazione e osservazioni |
| DC191 | DC | 0.20-0.45 | 6.0-12.0 | 68-74 | 58 | 2.9 | 93 | 85 | Prodotti generali in FRP e piccole tubazioni |
| 191 | PAPÀ | 0.25-0.45 | 9.0-17.0 | 61-70 | 60 | 3.5 | 112 | 70 | Resina altamente applicabile per prodotti FRP generali |
| 191P | PAPÀ | 0.25~0.45 | 14.0-20.0 | 61-67 | 70 | 3.5 | 112 | 68 | GP, resina accelerata per normali prodotti FRP |
| 123PT | DCPD | 0.25-0.45 | 10.0-32.0 | 69-75 | 50 | 2 | 90 | 85 | Con cere, accelerato e tixotropico per normali prodotti FRP |
| 123 | PAPÀ | 0.35-0.45 | 15.0-60.0 | 55-64 | 62 | 2 | 120 | 65 | Resina universale accelerata e tixotropica per FRP laminati e spruzzati a mano |
| 189 | PAPÀ | 0.25-0.45 | 10.5-21.5 | 59-65 | 65 | 4 | 298 | 57 | Resina per la costruzione di barche |
| 189TP | PAPÀ | 0.45-0.55 | 10.5-21.5 | 59-65 | 65 | 4 | 115 | 57 | Resina tixotropica accelerata per la costruzione nautica |
| 196 | PAPÀ | 0.25-0.45 | 9.0-17.0 | 61-67 | 60 | 1.8 | 325 | 66 | Contenitori, tubi e altri prodotti in FRP per uso alimentare |
| 390 | PAPÀ | 0.15-0.22 | 8.0-20.0 | 58-62 | 42 | 2.4 | 75 | 61.2 | Particolarmente adatto per rinforzare acrilico e vasche da bagno. |
| 1045MT | PAPÀ | 0.30-0.50 | 15.0-45.0 | 57-63 | 62 | 2 | 120 | 65 | Resina tixotropica acclerata per manichini e prodotti FRP normali |
| 199 | ISPA | 0.35-0.65 | 10.0-16.0 | 56-64 | 55 | 1.8 | 90 | 120 | Resiste a 120 ℃, adatto per FRP che richiede proprietà resistenti al calore |
| 199X | PAPÀ | 0.35-0.65 | 13.0-19.0 | 56-62 | 60 | 2 | 90 | 115 | Resiste a 115 ℃, adatto per FRP che richiede proprietà resistenti al calore |
| 3301 | ABPA | 0.35-0.58 | 5.8-10.7 | 56-62 | 55 | 2 | 105 | 100 | Resiste a 115 ℃, adatto per FRP che richiede proprietà resistenti al calore |
| 197 | ABPA | 0.40-0.50 | 10.0-25.0 | 47-53 | 60 | 2 | 90 | 115 | Tipo CEE, ottima resistenza alla corrosione |
Ecco alcuni punti chiave sull'applicazione delle resine per laminazione manuale:
-
Preparazione della resina:
- La resina e gli eventuali indurenti o additivi necessari devono essere miscelati accuratamente secondo le istruzioni del produttore. Ciò garantisce una corretta polimerizzazione e prestazioni della resina.
- Potrebbe essere necessario regolare la viscosità della resina aggiungendo solventi o diluenti per ottenere la consistenza di applicazione desiderata.
- Quando si maneggia la resina è necessario utilizzare attrezzature di sicurezza adeguate, come guanti e respiratori.
-
Preparazione dello stampo:
- La superficie dello stampo deve essere pulita, asciutta e adeguatamente preparata con un agente distaccante per facilitare la rimozione della parte dopo la polimerizzazione.
- Eventuali materiali di rinforzo, come fibra di vetro o fibra di carbonio, devono essere posizionati e fissati con cura nello stampo.
-
Applicazione della resina:
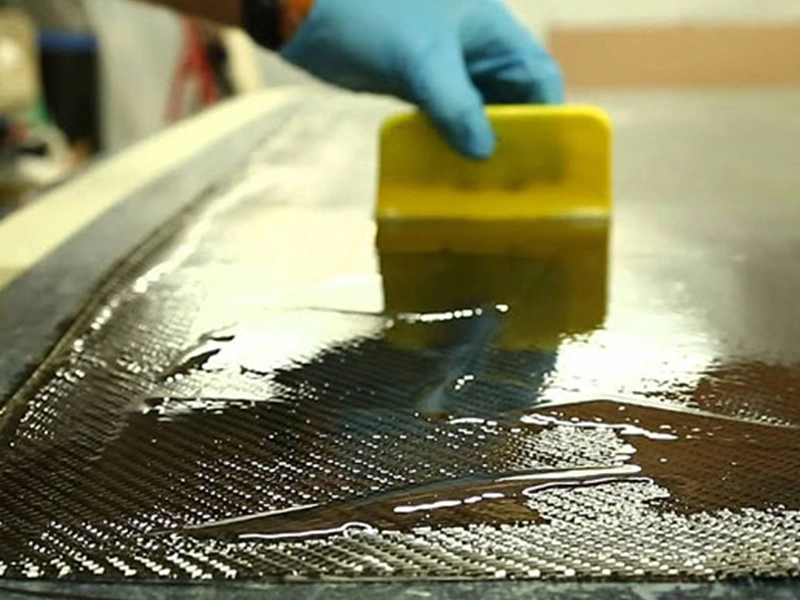
- La resina viene generalmente applicata ai materiali di rinforzo utilizzando un pennello, un rullo o una spatola. Ciò garantisce una copertura e un'impregnazione uniformi delle fibre.
- La resina deve essere applicata in strati sottili e uniformi, consentendo a ciascuno strato di indurire parzialmente prima di applicare quello successivo.
- È necessario prestare attenzione per evitare l'intrappolamento di aria e garantire la completa bagnatura dei materiali di rinforzo.
-
Stagionatura:
- Il processo di polimerizzazione deve essere eseguito secondo le raccomandazioni del produttore della resina, che possono includere condizioni specifiche di temperatura e umidità.
- Durante il processo di polimerizzazione deve essere fornita un'adeguata ventilazione per consentire il rilascio di eventuali composti organici volatili (COV).
- La parte polimerizzata deve essere ispezionata per eventuali difetti, come vuoti, delaminazioni o irregolarità superficiali, prima di procedere con ulteriore lavorazione o utilizzo.
-
Post-polimerizzazione:
- Alcune resine per laminazione manuale possono richiedere una fase di polimerizzazione post-stampa per sviluppare appieno le loro proprietà meccaniche e chimiche.
- La polimerizzazione post-stampa viene generalmente eseguita esponendo la parte polimerizzata a temperature elevate per una durata specifica, come raccomandato dal produttore della resina.
-
Pulizia e smaltimento:
- Qualsiasi resina inutilizzata e i materiali associati devono essere smaltiti correttamente secondo le normative ambientali locali.
- La pulizia degli strumenti e delle attrezzature deve essere effettuata utilizzando i solventi o i detergenti appropriati consigliati dal produttore della resina.
La corretta applicazione e polimerizzazione delle resine per laminazione manuale sono fondamentali per garantire la qualità e le prestazioni della parte composita finale. Seguire le istruzioni del produttore della resina e mantenere buone pratiche di sicurezza sono essenziali per il successo dei progetti di layup manuale.
Ecco alcune domande frequenti (FAQ) sulle resine per laminazione manuale:
-
Quali sono i tipi più comuni di resine utilizzate nella laminazione manuale?
- Le resine più comuni utilizzate nella laminazione manuale sono le resine termoindurenti, come poliestere, vinilestere ed epossidiche. Queste resine forniscono le proprietà meccaniche, la resistenza chimica e la facilità di applicazione necessarie per i compositi per laminazione manuale.
-
Quali sono le proprietà chiave delle resine per laminazione manuale?
- Viscosità: la resina deve avere una viscosità adeguata che consenta una facile impregnazione e bagnatura delle fibre di rinforzo durante il processo di laminazione manuale.
- Caratteristiche di polimerizzazione: la resina deve avere un tempo di polimerizzazione che fornisca un tempo di lavoro sufficiente per il processo di stratificazione manuale, polimerizzando anche a una velocità ragionevole per consentire una produzione efficiente.
- Proprietà meccaniche: la resina indurita deve fornire la necessaria resistenza alla trazione, alla flessione e alla compressione per soddisfare i requisiti dell'applicazione.
- Resistenza chimica: la resina deve essere resistente agli agenti chimici, ai solventi e alle condizioni ambientali a cui sarà esposta la parte composita.
- Facilità d'uso: la resina deve essere facile da miscelare, applicare e lavorare durante il processo di stratificazione manuale.
-
In cosa differiscono le resine per laminazione manuale dalle altre resine composite?
- Le resine per laminazione manuale hanno in genere una viscosità maggiore rispetto alle resine utilizzate in processi come l'infusione o la pultrusione. Questa maggiore viscosità aiuta la resina a rimanere in posizione sulle fibre di rinforzo durante il processo di stratificazione manuale.
- Le resine per laminazione manuale spesso hanno un tempo di lavorazione più lungo e caratteristiche di polimerizzazione più lente per consentire al produttore tempo sufficiente per posizionare e impregnare correttamente i materiali di rinforzo.
-
Quali sono i materiali di rinforzo più comuni utilizzati con le resine per laminazione manuale?
- I materiali di rinforzo più comuni utilizzati nella laminazione manuale sono tessuti intrecciati e non tessuti, come fibra di vetro, fibra di carbonio e fibra aramidica. Questi rinforzi forniscono la resistenza e la rigidità necessarie alle parti composite.
-
Come vengono formulate e personalizzate le resine per laminazione manuale?
- Le formulazioni di resina per laminazione manuale sono sviluppate dai produttori di resina per soddisfare i requisiti specifici dell'applicazione, come proprietà meccaniche, resistenza chimica e caratteristiche di lavorazione.
- Additivi, come riempitivi, agenti tixotropici e stabilizzanti UV, possono essere incorporati nella formulazione della resina per migliorare proprietà specifiche o caratteristiche di lavorazione.
- È possibile personalizzare la formulazione della resina per ottimizzare la viscosità, il comportamento di polimerizzazione e altre proprietà per lo specifico processo di laminazione manuale e i requisiti delle parti.
-
Quali sono le considerazioni chiave nella scelta di una resina per laminazione manuale?
- Viscosità: la resina deve avere una viscosità che consenta una facile impregnazione delle fibre di rinforzo durante il processo di laminazione manuale.
- Caratteristiche di polimerizzazione: la resina deve avere un tempo di lavorazione e una velocità di polimerizzazione che forniscano tempo sufficiente al produttore per stendere correttamente il composito.
- Proprietà meccaniche: la resina indurita deve soddisfare i requisiti di resistenza e rigidità dell'applicazione.
- Resistenza chimica: la resina deve essere resistente agli agenti chimici, ai solventi e alle condizioni ambientali a cui sarà esposta la parte composita.
- Facilità d'uso: la resina deve essere facile da miscelare, applicare e lavorare durante il processo di stratificazione manuale.
Resina per stratificazione manuale
Serie:
Resina poliestere insatura >applicazione
La stratificazione manuale è il metodo di stampaggio aperto più comune e meno costoso perché richiede la minima quantità di attrezzature.
Marchio :
Resina per stratificazione manuale


FAQ
Q :
Vendi fibra di vetro e resina?
UN :
SÌ!
Altri prodotti correlati
-

Standard Steel Grating
Steel grating is a vital component in many industrial and commercial applications, offering strength, durability, and versatile design options. Standard steel grating refers to the most common form...

-

Aluminum Grating
Introduction Aluminum grating is a lightweight yet durable solution designed for various industrial, commercial, and architectural applications. Known for its excellent corrosion resistance, ease ...
-

Louver Steel Grating
Louver steel grating is a specialized type of grating designed to provide both ventilation and visibility while maintaining privacy and protection. It consists of a series of parallel bearing bars ...
-

Dense Welded Steel Grating
Introduction Dense welded steel grating is a high-strength, durable grating option designed with closely spaced bearing bars. This type of grating is particularly suitable for applications requiri...
-

Steel Grating Accessories
Introduction Steel grating accessories play a crucial role in the installation, stability, and longevity of steel grating systems. These accessories are designed to provide secure fastening, prope...
-

Painted Steel Bar Grating
Introduction Painted steel bar grating is a versatile and durable flooring and structural solution commonly used in industrial, commercial, and architectural applications. Steel bar grating is typ...
-

Grata rivettata
Introduction Riveted grating is a specialized form of steel grating characterized by its exceptional strength and durability. Unlike welded or press-locked grating, riveted grating is constructed ...
-

Serrated Press-Locked Steel Grating
Introduction Serrated press-locked steel grating is a specialized type of steel grating characterized by its serrated bearing bars and press-locked construction. The serrated design provides super...