สิทธิบัตรฉบับแรกสำหรับการพัลทรูชันที่ออกในปี 1951 ความพร้อมใช้งาน ความหลากหลาย และการใช้ประโยชน์ของโครงสร้างพัลทรูดโพลีเมอร์เสริมเส้นใย (FRP) ในการก่อสร้างใหม่ และในการฟื้นฟูและการเสริมความแข็งแกร่งของโครงสร้างที่มีอยู่ ได้เพิ่มขึ้นในอัตราที่น่าทึ่งในช่วงสองปีที่ผ่านมา ทศวรรษ แนวโน้มนี้คาดว่าจะดำเนินต่อไปโดยมีความต้องการที่เพิ่มขึ้นสำหรับน้ำหนักเบา ความแข็งสูงและ/หรือความแข็งแรงสูง และวัสดุที่ไม่กัดกร่อน

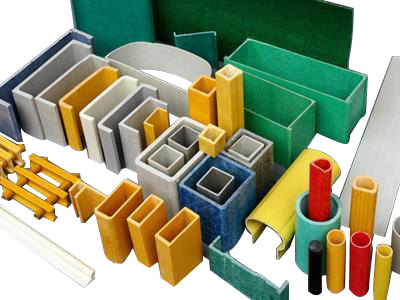
Pultrusion เป็นกระบวนการผลิตที่สร้างความยาวต่อเนื่องของคอมโพสิตพลาสติกเสริมใยแก้ว (FRP) ที่มีหน้าตัดคงที่ วิธีการผลิตนี้จะสร้างโปรไฟล์ FRP หน้าตัดที่สอดคล้องกัน ซึ่งใกล้เคียงกับโปรไฟล์เหล็กที่มักใช้ในการก่อสร้าง มันคล้ายคลึงกับการอัดขึ้นรูป แต่กระบวนการนี้จะดึงการเสริมแรงของเส้นใยผ่านแม่พิมพ์

กระบวนการพัลทรูชัน
pultrusion ซึ่งเป็นวิธีที่ดีที่สุดสำหรับปริมาณมาก การผลิตที่รวดเร็ว และความต้องการการผลิตอย่างต่อเนื่อง เป็นตัวเลือกยอดนิยมในด้านความคุ้มทุน ประสิทธิภาพการใช้พลังงาน ความสามารถในการจ่าย เป็นมิตรต่อสิ่งแวดล้อม และการสร้างขยะน้อยที่สุด
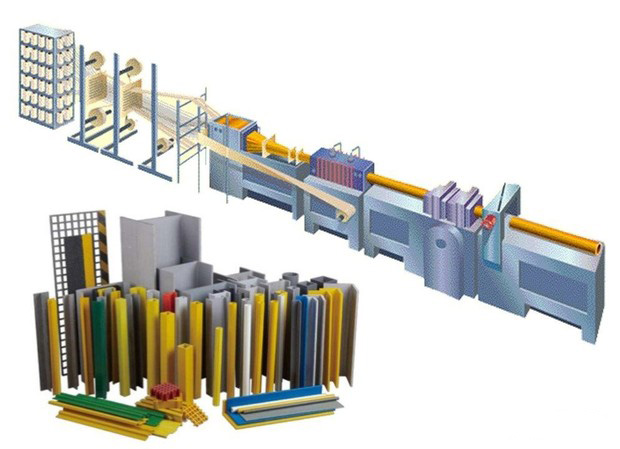
กระบวนการผลิต pultrusion ประกอบด้วยสี่ขั้นตอนต่อไปนี้:
การเสริมแรงด้วยเส้นใยป้อนเข้าสู่แนวทาง
วัสดุเหล่านี้โดยทั่วไปจะเป็นเสื่อเกลียวต่อเนื่องหรือม้วนเส้นใย (หรือที่เรียกว่าการท่องเที่ยว) ขั้นตอนแรกของกระบวนการนี้คือการป้อนวัตถุดิบเหล่านี้ลงในแนวทางการขึ้นรูปเบื้องต้น จะต้องดำเนินการอย่างระมัดระวัง เนื่องจากความไม่ถูกต้องอาจส่งผลเสียต่อโปรไฟล์ขั้นสุดท้ายได้ มีอินพุตไฟเบอร์จำนวนมากมารวมกันเพื่อสร้างชิ้นส่วน ลูกกลิ้งปรับความตึงภายในตัวกั้นจะกำหนดรูปร่างของวัสดุ
การเคลือบเรซิน
ตอนนี้กระจกพบกับส่วนผสมเรซิน เรซินจะแช่และซึมเข้าไปในผลิตภัณฑ์ที่ยังไม่เสร็จ ขั้นตอนการชุบของการพัลทรูชันนี้อาจใช้เรซินประเภทต่างๆ อาจเพิ่มเม็ดสีเพื่อเพิ่มสีและปรับปรุงรูปลักษณ์ของผลิตภัณฑ์ ณ จุดนี้ ตัวเร่งปฏิกิริยาที่จะช่วยในการรักษาหรือทำให้โปรไฟล์แข็งตัวก็หาทางเข้าสู่ส่วนผสมเช่นกัน ขั้นตอนนี้มีความสำคัญในการปกป้องผลิตภัณฑ์ขั้นสุดท้ายจากการกัดกร่อน รังสียูวี และปัญหาแรงกระแทกอื่นๆ
ความร้อนตาย
หลังจากผ่านอ่างเปียกแล้ว เส้นใยเสริมจะผ่านแม่พิมพ์ที่ให้ความร้อน นี่คือขั้นตอนที่เส้นใยเริ่มแข็งตัวเป็นรูปร่างสุดท้าย เมื่อความร้อนเริ่มกระบวนการเชื่อมโยงข้ามภายในเหล็กเสริมที่ชุบไว้ ข้อควรพิจารณาที่สำคัญในระหว่างขั้นตอนนี้คืออุณหภูมิ อุณหภูมิต่ำอาจส่งผลให้โปรไฟล์คอมโพสิตอ่อนแอ ในขณะที่อุณหภูมิสูงเกินไปอาจทำให้คอมโพสิตแตกร้าวได้
แยกออกจากความตาย
เมื่อใกล้สิ้นสุดกระบวนการทำความร้อน อุณหภูมิของเรซินจะสูงกว่าอุณหภูมิของแม่พิมพ์ นี่เป็นการเริ่มกระบวนการแยก ขั้นตอนสุดท้ายของกระบวนการคือเมื่อโปรไฟล์มาบรรจบกับเลื่อยตัด จากนั้นจึงตัดให้มีความยาวเหมาะสม ขั้นตอนนี้ทำให้กระบวนการ pultrusion เสร็จสมบูรณ์ และผลลัพธ์สุดท้ายคือโพลีเมอร์เสริมไฟเบอร์กลาสที่เสร็จแล้ว
ติดต่อเรา สำหรับใบเสนอราคาโปรไฟล์ FRP จาก TFcomposite