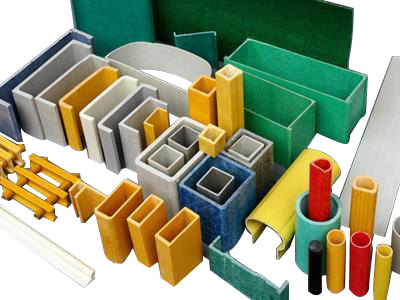
The first patent for pultrusion being issued in 1951, the availability, diversity and utilization of fiberreinforced polymeric (FRP) pultruded structural members in new construction, and also in the rehabilitation and strengthening of existing structures, have increased at a remarkable rate during the past two decades. This trend is expected to continue with increasing requirements for light weight, high stiffness and/or high strength, and non-corroding materials.

Pultrusion is the manufacturing process that creates continuous lengths of fiberglass reinforced plastic (FRP) composites with constant cross-sections.This method of manufacturing creates consistent cross-section FRP profiles that closely resemble the steel profiles typically used in construction. It is analogous to extrusion, but this process pulls fiber reinforcement through a die.

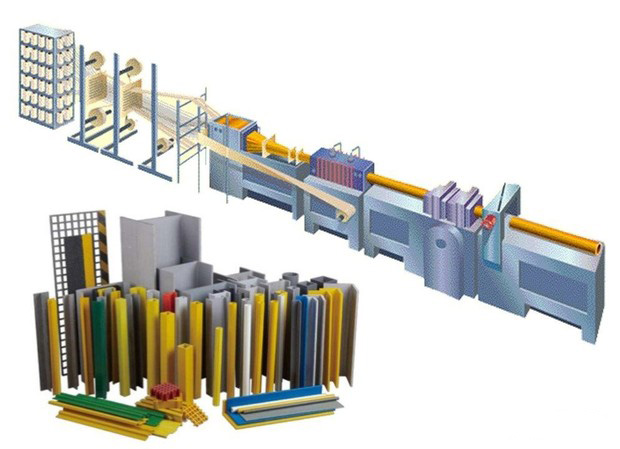
Pultrusion Process
pultrusion which is the best method for large quantities, rapid production, and continuous manufacturing requirement. It is a popular option for its cost-effectiveness, energy efficiency, affordability, eco-friendliness, and minimal waste generation.
The pultrusion manufacturing process consists of the following four steps:
FEEDING FIBER REINFORCEMENT INTO THE GUIDE
These materials are typically either continuous strand mats or rolls of filament (otherwise known as roving). The first step of this process is feeding these raw materials into the preforming guide. This must be done very carefully, as inaccuracy can have a negative impact on the final profile. There a large number of fiber inputs coming together to create the part. A tension roller within the guide shapes the materials.
RESIN IMPREGNATION
The glass is now met with a resin mixture. the resin will soak and permeate the unfinished product. This impregnating stage of the pultrusion may utilize different types of resin, Pigments to add color and enhance the product's appearance may also be added at this point. Catalysts that will assist in curing or solidifying the profile also find their way into the mix. This step is important in protecting the final product from corrosion, UV rays, and other impact issues.
HEATED DIE
After passing through the wet-out bath, the reinforced fibers pass through a heated die. This is the step where the fibers begin to solidify into their final shape, as the heat initiates the cross-linking process within the impregnated reinforcements. A key consideration during this step is the temperature. A low temperature can result in a weak composite profile, while a temperature that is too high can cause the composite to crack.
SEPARATION FROM THE DIE
Near the end of the heating process, the temperature of the resin will become higher than the temperature of the die. This begins the separation process. The final step of the process is when the profile meets the cutting saw, where it is cut into appropriate lengths. This completes the pultrusion process and a finished fiberglass reinforced polymer is the final result.
Contact us for FRP profiles‘s quotation from TFcomposite.